プロセスのスケールアップ失敗はなぜ起きる?「単純な設備拡大」が招く品質不良と対策

- ビーカー(ラボ)と実機タンクで、品質が変わってしまう理由
- 「何を保存するか」の判断がスケールアップ設計の核心である理由
- スケールアップの失敗を防ぐ考え方
新規プロセス開発に成功し、いよいよ量産設備を導入する。
あるいは、既存製造ラインを増強して生産能力を引き上げる。
そうした場面で、こんな判断が下されることがあります。
「ラボもベンチも上手くいったのだから、同じ設備を大きくすれば量産できるはずだ」
「設備メーカーに仕様を伝えれば、あとはうまくやってくれるだろう」
そして設備が完成し、試運転を開始して初めて「ラボと同じ結果が出ない」「品質が安定しない」という問題が発覚する。
スケールアップとは、ラボのプロセスを忠実に「拡大」する作業ではありません。
スケールが変わることで支配する物理現象が変わり、ラボで成立していた条件が実機では成立しなくなります。
この本質を理解しないまま発注が進むことが、スケールアップ失敗の根本原因です。
本記事では、スケールアップで失敗が起きる構造と、判断において何が問題になるかを整理します。
スケールアップのことは分からないが、「量産設備の導入を検討している」「既存ラインの増強を計画している」という段階にある方向けの内容です。
ラボから実機へ。スケールアップで多発する失敗の正体
R&D(研究開発)部門が開発した素晴らしいレシピを工場で量産しようとすると、想定外の「粘度が違う」「色がおかしい」「反応が進まない」といったトラブルが多発します。
なぜ、このような失敗が起きてしまうのでしょうか。
ビーカーで作れたものが、実機タンクで作れない理由
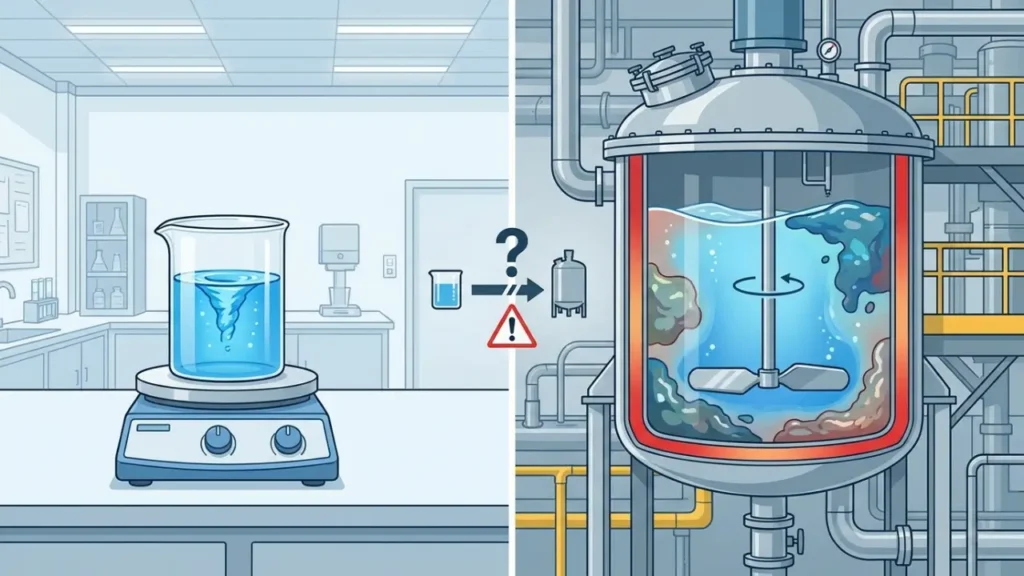
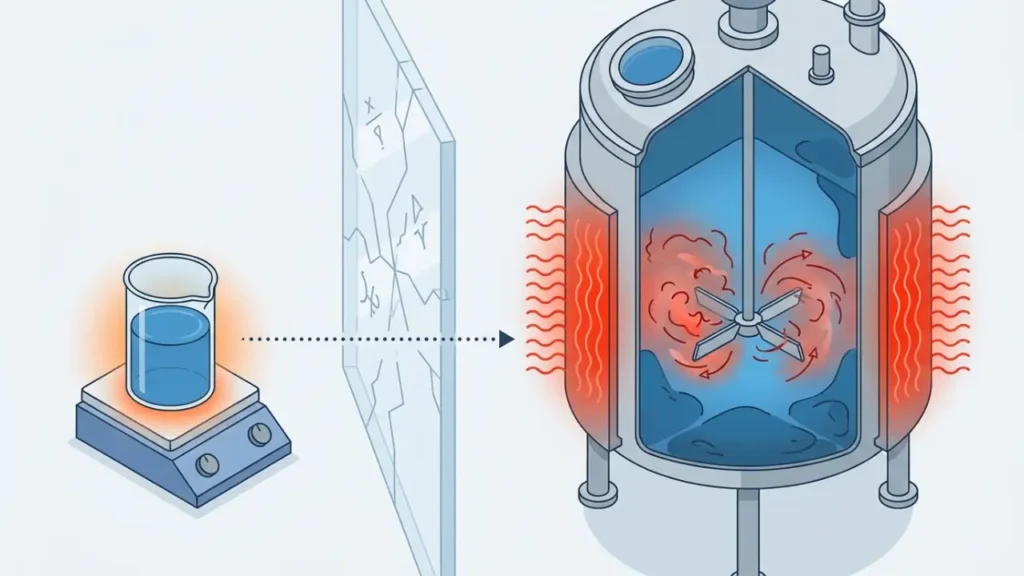
答えはシンプルで、「ビーカーの中」と「巨大なタンクの中」では、流体の振る舞いや熱の伝わり方が全く異なるからです。
例えば500mLのビーカーであれば、小さな撹拌子を回すだけで一瞬にして液全体が混ざり、ヒーターの熱も瞬時に全体へ均一に行き渡ります。
しかし、これが5,000Lの実機タンクになるとどうでしょう。
撹拌翼近傍は激しく混ざっていても、タンクの隅や底面には液が淀む「デッドスペース」が必ず生まれます。
また、ジャケット(外壁)から加熱・冷却を行っても、壁面近くは目標温度に達しているのに、タンクの中心部は全く温度が変わっていないといった「強烈な温度ムラ」が発生します。
つまり、ラボ環境では「すべてが均一で理想的な状態」を前提にできていたプロセスが、実機規模になった途端に「不均一で予測困難な状態」へと変貌するのです。
この変化がプロセスに影響を及ぼし、化学反応では反応速度と混合速度のバランスが崩れ、晶析では核生成と結晶成長の制御が難しくなります。
乾燥では内部と表面の温度差が拡大し、均一な仕上がりが得られなくなります。
スケールアップは、ラボのプロセスを「再現」する作業ではなく、スケールが変わっても同じ結果が得られるよう「再設計」する作業です。
この認識の違いが、成功と失敗を分ける最初の分岐点です。
失敗を起こす、設備メーカーへの丸投げ
よくある失敗が、設備メーカーの専門領域を理解しないまま丸投げ発注を行うことです。
彼らは撹拌槽・反応器・蒸留塔・乾燥機といった機器の設計・製造について高い専門性を持っていますが、「撹拌や入放熱をどのように管理し、どう化学反応を起こすかを保証するプロ」ではありません。
設備メーカーでも、CFDシミュレーションで流体解析を行ったり、最適な伝熱形状を設計します。
しかし、貴社製品にとって「どの程度のせん断力が最適か」「入熱の量や時間をどの程度管理する必要があるか」といったプロセスの本質的な条件(プロセスパラメーター)は、発注者側が事前に計算し、仕様として提示しなければならない領域です。
「とりあえず実績のあるメーカーに大きなタンクを作ってもらえば大丈夫だろう」という考えは、設備導入後に「混ざらない」「反応が進まない」などの致命的な欠陥を生み出し、結果として莫大な手戻り費用と稼働遅れ(=利益の喪失)を発生させます。
スケールアップを阻害する「物理法則の壁」と相似則のジレンマ
スケールアップの難しさは「感覚的にわかりにくい」ことにあります。
ラボと実機で同じ操作をしているつもりでも、スケールが変わることで物理的な条件が根本から変化しています。
この変化には、工学的に避けられない構造的な理由があります。
幾何・運動・力学:3つの相似則を同時に満たすことは不可能
スケールアップの設計論では、「相似則」という考え方が基本になります。
ラボスケールと実機スケールで同じプロセス結果を得るためには、両者の間でさまざまな条件を相似(同じ状態)に保つ必要があり、相似には大きく3つの種類があります。
- 幾何学的相似
設備の形状比率を一定に保つこと。タンクの直径と高さの比率、撹拌翼の直径とタンク直径の比率などが該当します。 - 運動学的相似
流体の速度分布のパターンを一致させること。単位体積あたりの撹拌所要動力(P/V)や撹拌翼先端速度などを合わせます。 - 力学的相似
流体に働く力のバランスを一致させること。粘性力・慣性力・重力・表面張力といった各力の比率が、ラボと実機で同じになることを要求します(レイノルズ数、フルード数など)。
問題は、この3つの相似を同時に満たしながらスケールアップするのは不可能ということです。
例えば、形を全く同じ比率で10倍に拡大した(幾何学的相似を満たした)時点で、液の動き(運動)か、液にかかる力(力学)のどちらかのバランスが必ず崩れます。
「あちらを立てれば、こちらが立たず」で、どの相似を優先するかという判断が必要になります。
しかし、その判断はプロセスの本質を理解していなければ下せません。
撹拌における混ざり方(循環)と成分破壊(せん断)のトレードオフ
撹拌翼が液体を撹拌する際、大きく2つの作用が生じています。
一つは循環流で、液体全体を流動させ均一な混合状態を作ります。
もう一つはせん断力で、撹拌翼近傍で局所的に強い流れを生み出し、液滴の分散・乳化・固体の解砕などを行います。
ラボスケールでは容器が小さいため、循環流とせん断力が適切なバランスで作用します。
撹拌すれば容器全体が均一に混合され、過度なせん断力が生じることもない状態が実現可能です。
ところが、スケールが大きくなるとこの2つの作用が相反するトレードオフ関係に入ります。
容器全体を均一に混合するためには大きな循環流量が必要ですが、循環流量を確保するために撹拌動力を上げると、撹拌翼近傍のせん断力が増大します。
晶析プロセスでは、せん断力が結晶を粉砕して粒子径を著しく変化させます。
乳化プロセスでは、液滴径分布が設計値から外れます。
逆に、せん断力を抑えるために撹拌動力を下げると循環流量が不足し混合不良が生じます。
局所的な濃度ムラや温度ムラが品質に直結するプロセスでは、これが致命的な問題になります。
「どのバランスで撹拌を設計するか」は、プロセスにとって何が最も重要かを理解していなければ判断できません。
カタログに記載された撹拌動力や翼形状の情報だけでは、この判断は下せないことを理解しておく必要があります。
体積と表面積の増加差。必ず陥る冷却・加熱能力の不足
スケールアップの際、体積と表面積では増え方が異なります。
体積の増え方と比較すると、表面積の増え方は緩やかであり、スケール差が大きいほどこの差は顕著に表れてきます。
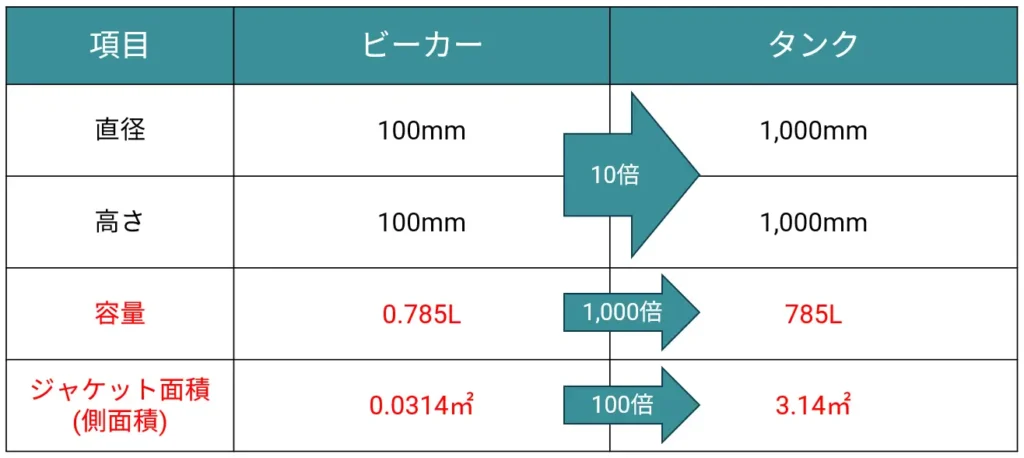
ビーカーとタンクを例に考えてみましょう。
下記に単純化した例を載せますが、直径が10倍のタンクを作った場合、容量は1,000倍になりますが、ジャケット(タンク外壁の加熱・冷却面)面積は100倍にしか増えないため、単位体積あたりの伝熱面積はスケールアップとともに減少します。
この問題は、発熱・吸熱を伴う化学反応プロセスで影響が大きく、除熱が間に合わなければ、反応温度が設計値を超えて暴走するリスクがあります。
結晶化・晶析では、冷却速度が設計通りに制御できないと、核生成と結晶成長のバランスが崩れ、粒子径分布が変化します。
乾燥では、加熱能力不足が品質のバラつきや処理時間延長に繋がります。
伝熱能力を補うため、コイル(内部伝熱管)の追加や外部熱交換器との組み合わせといった設計変更が行われますが、これらはいずれも設備の複雑化とコスト増を伴います。
「ラボと同じジャケット付きタンクを大きくするだけ」という対応で終わることはなく、「プラント全体の熱収支(ヒートバランス)の再設計」が求められるのです。
スケールアップ設計の鍵は「どの条件を保存するか」の見極め

前章で解説した通り、実機へのスケールアップにおいて、ラボ環境のすべてを完全に再現することは物理的に不可能です。
このトレードオフの状況下で、どうすれば量産化を成功させることができるのでしょうか。
その答えは、「すべてをそのまま拡大する」という幻想を捨て、製品にとって「絶対に守らなければならない条件は何か」を取捨選択することにあります。
品質を決める「律速項目」を見極める
スケールアップ設計で何を保存するかを判断するために、まず「何がプロセス品質の律速となっているか」を特定しなければなりません。
律速とは、全体の反応スピードや品質を決定づける「一番足手まといになっている工程や要素(ボトルネック)」のことを指します。
たとえば、熱を逃がすことが最優先である伝熱律速のプロセスにもかかわらず、ラボ機と同じ装置形状・寸法比であることを優先して実機を設計してしまえば、冷却能力が追いつかず、熱暴走や品質劣化を引き起こします。
本来であれば、ジャケット面積だけに頼らない伝熱設計が必要になります。
もう1つ重要な点は、律速項目はプロセスによって異なり、かつ同じプロセスでも運転条件によって変わることです。
ラボスケールで律速だった項目が、実機スケールでは別の項目に変わるケースがあります。
たとえば、ラボでは反応速度が律速だったプロセスが、スケールアップ後は混合速度が律速になり、混合不良による品質ムラが発生するということもあります。
律速項目が変わるということは、ラボで最適化した条件が実機では最適条件でなくなることを意味します。
ラボデータをそのまま実機設計に適用できない理由の一つがこれです。
何が律速項目かを特定できなければ、「何を保存するか」の判断は下せません。
この特定はプロセスの物理・化学的な理解に基づく作業であり、単純に大型機器を購入したり、過去事例を踏襲するだけではスケールアップが失敗する可能性は高いです。
プロセスの「本質」はラボデータだけからは読み取れない
スケールアップ設計を発注する際、発注者側が設備メーカーやエンジニアリング会社に渡すのは多くの場合、ラボでの試験結果データです。
収率・純度・粒子径・反応時間、これらの数値が記載されたデータシートが設計の出発点として機能します。
しかし、ラボデータが示すのは「その条件での結果」であり、「なぜその結果が得られたか」ではありません。
スケールアップ設計に必要なのは、「結果の数値」ではなく「結果をもたらした現象の理解」です。
どの現象がどのように品質を決めているかを理解していなければ、スケールが変わったときに「何を保存すれば同じ結果が得られるか」を判断できません。
そのため、なぜその結果になったかを紐解くための試験設計が初期段階から必要となります。
研究開発段階のラボ試験は暗闇の中を手探り状態で進んでいる状態であり、まずは結果を出すための実験を優先せざるを得ない側面もありますが、そのデータをそのまま実機設計の根拠として使うことは危険です。
スケールアップの失敗を防ぎ、設備投資を成功に導く

ここまで、スケールアップが失敗する構造を3つの視点から整理してきました。
相似則のジレンマという物理的な限界、撹拌と伝熱という具体的な壁、そして「何を保存するか」という判断の難しさです。
これらを踏まえたとき、「では何をすべきか」という問いに対して、この章では考え方の枠組みを説明します。
具体的なプロセス条件評価や設計判断は、個々のプロセス特性に依存するため、一般論として手順化が難しいからです。
カタログスペックではなく「プロセス条件」から設備を逆算する
設備発注において、最初の判断基準をカタログスペックに置くか、プロセス条件に置くかで、スケールアップの成否は大きく変わります。
カタログスペックとは、設備メーカーが提示する容量・撹拌動力・伝熱面積・材質といった機器の仕様です。
これらは「設備が何をできるか」を示しています。
一方、プロセス条件とは、目的の品質を得るために必要な混合時間・温度制御精度・せん断速度・滞留時間分布といった「プロセスが何を要求するか」を示しています。
スケールアップにおける最適解は、プロセス条件側から考えることです。
「製品の品質を保つため、発熱を抑えながら〇分以内に〇℃まで冷却する必要がある」
「そのためには、〇〇W/㎡・Kの総括伝熱係数(U値)が必要」
「伝熱量を確保しつつ、成分破壊を防ぐせん断力(撹拌スピード)に抑えるために、撹拌翼形状と枚数はこうして、この伝熱面積を持つ特殊なタンクが必要だ」
このように、目的とする化学的・物理的変化(プロセス条件)を数式化し、それを満たすためのハードウェアの仕様(寸法や能力)を逆算して定義していくのです。
カタログスペックを起点にした発注では、時間とコストを無駄にする可能性が高くなります。
FS(事業化調査)・R&D段階からプロセスエンジニアを関与させる
スケールアップの問題が試運転や量産の段階で発覚するとき、多くの場合すでに手遅れの状態になっています。
設備投資は完了し、製造ラインの立ち上げスケジュールは決まり、顧客への納期コミットメントが存在している状況でスケールアップの根本的な問題が浮上しても、取り得る選択肢は限られます。
「研究所で基本レシピが完成し、設備メーカーの概算見積もりも出揃った。ハード面はこれでほぼ大丈夫だろう。」
しかし、いざ工学的な検証を行ってみると、「このレシピのまま実機サイズにすると入放熱バランスが保てず反応が制御できない」「指定された設備では撹拌能力が足りず、副生成物が想定以上に増える」といった致命的な欠陥が判明し、プロジェクトが根底から覆って莫大な手戻り費用と時間をロスすることになります。
スケールアップの失敗リスクを最小化し、投資対効果を最大化するためには、FS(事業化調査)やR&D(研究開発)段階からプロセスエンジニアを関与させることが極めて有効です。
初期段階から実機化を見据えたデータの取り方を共有し、ベンチスケール・パイロットスケールの計画を共に練ることで、「ラボでは作れたが、工場では物理的・コスト的に量産不可能」という最悪のシナリオを未然に防ぎます。
まとめ
スケールアップは、ラボのプロセスをそのまま拡大する作業ではなく、スケールが変わっても同じ結果が得られるよう、工学的な根拠に基づいて再設計する作業です。
ラボと実機では流体の振る舞いや熱の伝わり方が根本から異なり、「同じ操作を大きくすれば同じ結果が出る」という前提は成立しません。
設備メーカーは機器の設計・製造のプロですが、「貴社のプロセスに何が必要か」を判断する役割は発注者側にあります。
スケールアップでは、3つの相似則(幾何・運動・力学)を同時に満たすことは不可能です。
撹拌における循環とせん断のトレードオフや、体積(3乗)と伝熱面積(2乗)の増加率の違いによる冷却・加熱能力の不足が必ず発生するため、品質を決定づける律速項目を見極めることが重要です。
試運転や量産段階で問題が発覚したとき、設備投資はすでに完了しており挽回は難しいです。
スケールアップの成功率を上げるためには、プロセス条件を起点に設備仕様を逆算する思考と、FS・R&D段階からプロセスエンジニアを関与させる体制が必要となります。
もし現在、プロセスのスケールアップに不安があれば、成橋商店に是非ご相談ください。