SUS304の腐食リスクと材料選定の落とし穴。材料選定で後悔する前に知っておくべきこと

- SUS304が錆びにくい理由と、その耐食性が失われる条件
- SUS304で実際に起きる3つの腐食形態とその特徴
- SUS304以外の材料選定で考慮すべき視点
設備の材料を決める場面で、こんな会話が交わされたことはないでしょうか。
「この配管、材質どうします」
「とりあえずSUS304でいいんじゃないか。いつもそうしているし」
特に根拠があるわけでもなく、過去にそれで問題がなかったから今回もそうする。
プラント設備や製造ラインの設計・発注を担う現場では、こうした「なんとなくの慣習」が材料選定の実態になっていることが少なくありません。
SUS304はたしかに優れた材料です。
しかし、「優れている」ことと「どんな環境でも通用する」ことは別の話です。
特定の環境条件下では、SUS304は鉄よりも速く、予測しにくい形で劣化します。
この記事では、SUS304が選ばれやすい理由を整理したうえで、「SUS304で大丈夫」という前提が崩れる条件を具体的に示します。
材料選定を慣習で済ませることのリスクを、設備の発注に関わる方にぜひ知っておいていただきたいと思います。
SUS304がプラントで広く使われている理由

まずは、なぜSUS304がプラントで(半ば盲目的に)愛用されているのか、その理由を整理しておきましょう。
耐食性・加工性・コストのバランスが優れている
SUS304は、鉄にクロム(Cr)を約18%、ニッケル(Ni)を約8%添加したオーステナイト系ステンレス鋼※1です。この「18-8ステンレス」とも呼ばれる組成が、以下の特性を同時に実現しています。
※1:冷間加工性および溶接性に優れ、ステンレス生産量が最も多い。ステンレス鋼は、クロム(Cr)を10.5%以上含み、炭素含有率1.2%以下の合金鋼(JIS G0203)。他にはフェライト系、マルテンサイト系、オーステナイト・フェライト系(二相系)がある。
- 耐食性
クロムが酸素と反応して表面に薄い酸化膜(不動態皮膜)を形成し、内部の鉄が錆びるのを防ぎます。水、弱酸、弱アルカリ、大気腐食に対しては高い耐性を示します。 - 加工性
オーステナイト組織は延性が高く、切削・溶接・曲げ加工のいずれも比較的容易です。現場での加工対応がしやすく、施工コストに直結します。 - コスト
ステンレスの中では入手しやすく、価格も安定しています。SUS316Lや、ハステロイなどの高級合金と比較すると、はるかに安価で流通量も豊富です。
これら三つの特徴が高い水準でバランスしているため、SUS304が「最初の選択肢」として選ばれてきました。
「特に指定がなければSUS304」が現場の慣習になっている実態
しかし、この優等生ゆえの使い勝手の良さが、現場に一つの悪習を生み出しました。
「よく分からないから、とりあえずSUS304にしておこう」という思考停止の慣習です。
プラント設計者や施工会社、そして発注者ですら、流体の詳細な成分(微量な不純物など)や正確なプロセス条件が把握しきれていないケースは多々あります。
そのような時、わざわざ時間をかけて材料試験を行ったり、腐食工学の専門書を引っ張り出して計算したりするのは、時間もコストもかかり非常に手間です。
その結果、「水と少しの薬品しか流れないし、SUS304にしておけば安牌だろう」という、プロセス条件確認を省略した材料選定が横行することとなります。
調査・検討もせず過去図面を提示するだけの更新工事や、仕様書に「材質:SUS304相当」とだけ書かれた購買仕様書。
これらはすべて、この慣習の産物です。
条件が穏やかなうちは、この慣習を続けても問題は表面化しません。
しかし、工場の稼働率を上げるために流体の温度を5度上げた、あるいは洗浄液の濃度をほんの少し変えた。
その些細な環境変化がトリガーとなり、優等生であったSUS304はその姿を失います。
「錆びないはず」のSUS304が腐食する理由

SUS304(ステンレス)は錆びないという認識は、厳密には正しくありません。
正確には「錆びにくい条件がある」材料です。
この章では、SUS304が腐食に強い理由とその限界を理解するために、表面で起きているメカニズムを整理します。
ステンレスを守るバリア:不動態皮膜のメカニズムと限界
SUS304が鉄のように赤錆だらけにならない理由は、表面に「不動態皮膜」という極めて薄い酸化膜を張っているからです。
クロムが鉄より先に、空気中や水中の酸素と結びつき、金属表面に1~3nm前後という極薄の酸化クロム膜を形成します。
この透明な膜がバリアとなり、内部の鉄が酸素や水分と接触するのをシャットアウトしているのです。
また、この不動態皮膜は自己修復機能を持っています。
表面に傷がついて皮膜が破れても、周囲に酸素さえあれば瞬時にクロムが酸素と結びつき、再び酸化膜を張り直してくれます。
しかし、この完璧に見える皮膜にも限界が存在します。
- 酸素がないと修復できない
配管フランジ隙間や、スケール(汚れ)の下など、液が滞留して酸素が供給されない場所では、皮膜が安定維持できません。 - 特定の化学物質に破壊される
塩化物イオン(Cl–)などの特定物質は、この不動態皮膜を局所的に破壊する性質を持っています。破壊速度が修復速度を上回ると、皮膜の欠損部分から腐食が一気に進行します。
つまり、SUS304の耐食性とは金属そのものが強いのではなく、表面の極薄バリアが維持されている状態に過ぎません。
このバリアが維持できない環境下では、錆びないはずの材料が急速に劣化します。
鉄(炭素鋼)との腐食傾向の違い
不動態皮膜が破壊されたとき、SUS304は鉄(炭素鋼)とは異なる腐食傾向があります。
ここが、プラントの保全担当者や経営者を悩ませるポイントです。
鉄の腐食は、一般的に全面腐食と呼ばれ表面全体が均一に錆びていき、年々少しずつ肉厚が薄くなっていきます。
一見するとボロボロで頼りなく見えますが、管理しやすい腐食です。
なぜなら、「1年で0.1ミリ薄くなるなら、あらかじめ3ミリ余分に厚く作っておけば(腐食代)、30年は持つ」と計算できるからです。
超音波厚さ計で定期的に測定すれば寿命を予測でき、計画的な設備更新が可能です。
一方で、SUS304の腐食は一部酸条件を除き、局部腐食という形態をとります。
表面の大部分は健全に見えているにもかかわらず、不動態皮膜が破壊された一点に腐食が集中し、そこだけが深く穿孔されていきます(孔食:ピッティング)。
また、腐食と引張応力が同時に作用することで材料が突然割れる現象(応力腐食割れ:SCC)により、予兆なく破断することもあります。
整理すると、炭素鋼は「じわじわと均一に劣化する」材料であり、SUS304は「条件が揃えば突発的かつ局所的に劣化する」材料です。
どちらが優れているかという話ではなく、それぞれの腐食傾向を理解した上で、使用環境と点検計画をセットで設計する必要があるということです。
SUS304を慣習で選び続けることは、管理しやすいリスクを突発的な設備停止という管理困難なリスクに置き換えているとも言えます。
SUS304で起こる腐食例

前章で解説した通り、SUS304の耐食性は不動態皮膜の維持を前提としています。
では、その前提が崩れた際には、設備でどのような腐食が起きるでしょうか。
すきま腐食、粒界腐食、壊食(エロージョン・コロージョン)、微生物腐食など、様々な腐食形態がありますが、ここでは現場で遭遇しやすい3つの腐食例を見てみましょう。
①外観は正常なのに突然割れる:応力腐食割れ(SCC)
出典:JFE-TEC, 腐食事故、損傷の調査解析例SCCの例
(JFE-TEC様は、腐食調査、耐食性試験といったサービスを提供しています。)

外観上はほぼ正常に見えているにもかかわらず、ある日突然亀裂が入り流体が漏洩する。
これが応力腐食割れ(SCC:Stress Corrosion Cracking)です。
これは、以下の3要素が揃ったときに発生します。
- 材料
構成成分や格子構造に起因します。SUS304(オーステナイト系ステンレス鋼)以外では、黄銅などもアンモニア雰囲気でSCCが発生します。 - 環境
SUS304は塩素雰囲気下で応力腐食割れを起こしやすいです。水道水程度の塩素でも、条件により高濃度化するため注意が必要です。 - 引張応力
外部起因の応力だけでなく、配管加工時や溶接時に発生する残留応力が存在すると、SCCの原因となります。
これらの条件が重なると、塩化物イオンが不動態皮膜を破壊し、そこを起点として金属の結晶粒界(細胞の隙間のようなもの)に沿って亀裂が進行します。
「塩化物が問題なら、海沿いの工場だけが心配なのでは」と思われるかもしれませんが、実態はそう単純ではありません。
工業用水・冷却水・洗浄液・薬液のいずれにも、微量の塩化物イオンが含まれているケースがあります。
また、温度が高くなるほど、比較的低い塩化物濃度でも応力腐食割れのリスクは高まります。
②表面はきれいなのに穴が空く:孔食(ピッティング)
出典:日本製鉄, 2.内面腐食 – 孔食孔食の例
(日本製鉄様の”建設設備配管情報サービス”では、腐食に関する様々な情報を学ぶことができます。)

孔食(ピッティング)では、不動態皮膜の一部が局所的に破壊され、材料表面に穴が空いた状態になります。
穴が小さく深いと、穴の内部は液が滞留して酸素が不足するため、不動態皮膜を再生することができません。
腐食面積が小さいと減肉の検出も難しく、材料を貫通し流体漏れが起こるまで気づかないということもあります。
耐孔食性だけを見るのであれば、孔食指数(PREN)を計算すれば材料同士で比較もできますが、孔食の発生条件は複合的なため、一律にこの値以上だから大丈夫という単純な線引きはできません。
例えば、薬液を扱うプロセスや酸性洗浄液を使用するCIP(定置洗浄)工程では、pHが低下する時間帯に孔食リスクが高まります。
設備の材料選定を「通常運転の流体条件」だけで評価していると、洗浄・殺菌工程での一時的なpH低下という過酷条件を見落とすことになります。
③溶接部周辺が腐食する:粒界腐食(鋭敏化)
出典:KTC, ステンレス製配管の粒界腐食粒界腐食の例
(KTC様は、様々な材料評価や試験サービスを提供しています。)
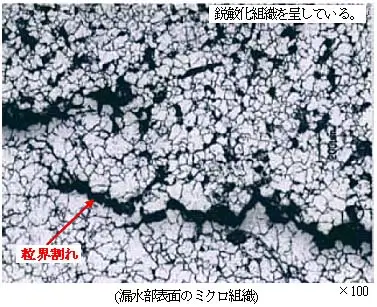
「配管は綺麗なのに、なぜか溶接継手の周辺だけ激しく錆びている」
溶接線近傍で発生する腐食トラブルの多くは、この粒界腐食(鋭敏化)と呼ばれる現象です。
粒界腐食は、金属の結晶粒と結晶粒の境界(粒界)が優先的に腐食される現象です。
溶接時等に約600〜900℃の温度域に晒されると、ステンレス中の炭素とクロムが結合してクロム炭化物を形成し、粒界近傍のクロム濃度が低下することで不動態皮膜の維持が困難となります(鋭敏化)。
鋭敏化した部位は不動態皮膜が局所的に失われているため、腐食性環境にさらされると粒界に沿って腐食が進行します。
対策としては、SUS304LやSUS316Lといった低炭素材である「L材」を使用したり、入熱・冷却処理を管理することが挙げられます。
「とりあえずSUS304」を卒業するために発注者が持つべき視点
ここまで、SUS304が特定の環境条件下で、いかに予測しにくい形で劣化するかを解説してきました。
「水や軽い薬品だからSUS304で十分」という思い込みを止め、「SUS304では不安かもしれない」と気づいた方は、次に何を考えればよいのでしょうか。
「SUS304がダメなら、もっと高くて強い材質にすればいい」と安易に飛びつくのも、正しいエンジニアリングとは言えません。
なぜなら、材料選定に唯一の正解はなく、プロセス条件・コスト・保全計画・運転期間を総合した判断が必要だからです。
SUS316L、二相ステンレス、ハステロイ…無数にある選択肢の使い分け
SUS304への懸念が出てきたとき、流体条件(pH、温度、塩化物イオン濃度など)を分析し、プロセス条件と予算に応じて次のような上位材質や非金属への変更を検討します。
- SUS316L
SUS316は、SUS304にモリブデン(Mo)を添加し、耐食性を高めた材料です。末尾の”L”はlow-carbon(低炭素)を意味し、炭素量を減らすことで、溶接熱等によるクロム炭化物生成を抑え、不動態皮膜の劣化(鋭敏化)を防ぎます。SUS304の次の選択肢としてSUS316およびL材がよく選択されますが、万能ではないため、あくまで使用条件を考慮して選ぶことが重要です。 - 二相ステンレス
オーステナイト系(SUS304等)とフェライト系(SUS430等)が概ね1:1となっている材料です。高強度で耐SCC性も高く、コストと性能のバランスに優れています。SUS329J3L・SUS329J4Lを中心に、求めるコストや性能に応じてリーン二相鋼やスーパー二相鋼を選択します。 - ハステロイ等の高級合金
広範囲の腐食環境に対して優れた耐食性を誇ります。一方で、材料費が高く、加工や溶接が難しいため、SUS304と比較するとかなりの高コスト・長納期になります。「絶対に漏らしてはいけない毒物や強酸」ライン以外で安易に選ぶと、オーバースペックによる予算と工期超過を引き起こします。 - ライニング材・FRP等
金属が溶けるような強酸・強アルカリ環境では、樹脂やガラスを使います。金属材料の表面にPTFEやPFAを張りつけて使用したり、タンクなどをFRPで製作したりします。ライニング材の剥離リスクや、摩耗・衝撃に弱いといったデメリットがあるため、プロセス条件の緻密な確認が必要です。
重要なのは、高いものを買えば安心ではないということです。
高耐食性材料ほどコスト・施工難易度・調達リードタイムが上昇するというトレードオフが存在します。
「腐食リスクが心配だから最も耐食性の高い材料を選ぶ」という判断は、必ずしも最適解にはなりません。
プロセス条件の定量的な評価を行い、使用環境に対して十分な耐食性を持つ材料を、コストと施工性のバランスの中で選ぶことが求められます。
あえて鉄(炭素鋼)を選ぶ。腐食代とLCCで考える材料選定
材料選定の議論では、より耐食性の高い材料を選ぶ方向ばかりが注目されますが、あえて炭素鋼を選択することが合理的な判断になるケースがあります。
炭素鋼は腐食するものという前提で、腐食による肉厚減少を見越して必要肉厚に余裕分(腐食代)を上乗せする設計手法です。
たとえば、腐食速度が年間0.1mm程度と予測できる環境であれば、20年の設計寿命に対して2mmの腐食代を加えた肉厚で設計します。
腐食を防ぐのではなく、織り込んで管理するという考え方です。
この判断が合理的になるのは、イニシャルコストの差が維持管理コストの差を大幅に上回るケースです。
炭素鋼とSUS304の材料費・加工費の差額が大きく、かつ定期的な肉厚測定と補修・更新のコストが十分小さい場合、LCC(ライフサイクルコスト)の観点では炭素鋼の方が有利になることがあります。
ただし、この判断が成り立つには3つの条件があります。
腐食速度がある程度予測可能であること、定期的な検査と補修が実行できる環境であること、そして腐食による突発的な漏洩が許容可能な設備であることです。
毒性物質・高圧・高温の流体を扱う設備、あるいはGMP管理下の医薬品製造設備などでは、腐食代の考え方を適用できる範囲は大きく制限されます。
まとめ

SUS304は耐食性・加工性・コストのバランスに優れた、合理的な選択肢です。
問題は、その材料がどんな環境でも通用するという前提で、プロセス条件の確認を省いたまま選定されることにあります。
材料選定とは、単にカタログから錆びない金属を選ぶ作業ではありません。
流体成分・温度・pH・流速・洗浄条件・保全計画・設計寿命——これらを横断的に評価した上で、「この環境に対して十分な耐食性を持つ材料はどれか」を判断する作業です。
「この流体条件で、本当にSUS304のままで大丈夫だろうか」
「業者がSUS316Lを提案してきたが、十分なのか。逆にオーバースペックでないか」
「あえて炭素鋼を選び、腐食代で管理する方が安上がりではないか」
もし、設備更新やトラブル対応でこのような不安を感じたなら、設備が壊れてから慌てて修理業者を呼ぶのではなく、設計・発注の段階でプロのエンジニアにご相談ください。